
扫一扫微信二维码
扫一扫微信二维码
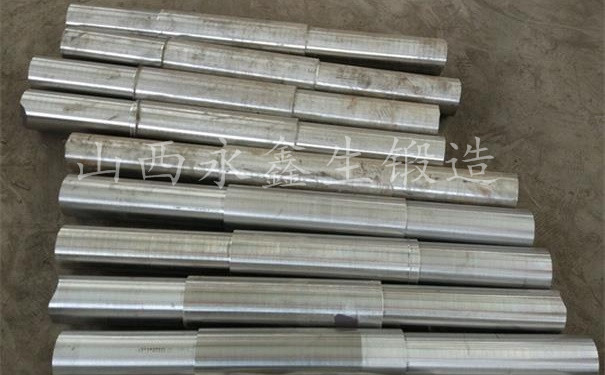
不锈钢锻件在加工时需要遵循以下两种原则。
一、加工余量选择原则
1.采用小的加工余量,以求缩短加工时间,并降低零件的制造费用。
2.应有充分的加工余量,加工余量应能保证得到图纸上所规定的表面粗糙度及精度。
3.决定加工余量时应考虑到零件热处理时引起的变形,否则可能产生废品。
4.决定加工余量时应考虑到所采用的加工方法和设备,以及加工过程中不锈钢锻件可能发生的变形。
5.决定加工余量时应考虑到被加工零件的大小,零件越大则加工余量也越大,因为不锈钢锻件的尺寸增大后,由切削力、内应力等引起变形的可能性也增加。
二、中间工序公差的选择原则
1.公差不应超出经济的加工精度范围。
2.选择公差时应考虑加工余量的大小,因为公差的界限决定加工余量的极限尺寸。
3.选择公差应根据零件的后精度。
4.选择公差时应考虑生产批量的大小,对单件小批生产的零件允许选择大的数值。
以上原则适用于一般精度、刚性较好,没有相同工序(如:粗车,调质,半精车,淬火,粗磨,油煮定性,半粗磨,研磨)的不锈钢锻件,对于关健性不锈钢锻件由于需采用多次相同性质的加工,其加工余量应根据具体情况考虑,不能完全搬用经热处理后零件的加工余量,除本标准已注明的外,应考虑热处理变形数值,如有特殊要求应在工艺卡片上注明,并相应提出中间工序要求。
建站咨询热线
0350-6066666