
扫一扫微信二维码
扫一扫微信二维码
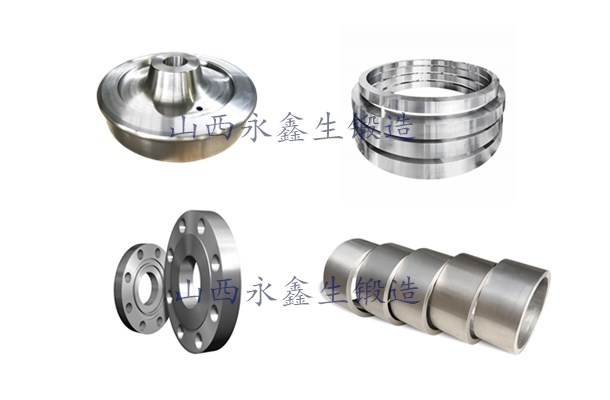
不锈钢锻件的加工工艺有胎模锻造工艺、镦粗工艺和拔长工艺。
胎模锻造就是直接用坯料或者先经过自由锻把坯料预锻成胎锻所需的形状与尺寸,而后在自由锻设备上利用胎模进行终锻成形的锻造方法,胎模锻除了需要上下平砧及通用锻造工具外,还需要专用的胎模。胎模不固定在锻造设备上,当使用时就放在设备的下平砧上,不用时就卸下来,使用方便,不需要安装、大大节省了试模的时间,工艺操作灵活多样;由于金属变形始终在模膛内完成,锻件形状及尺寸主要有胎模保证,所以可以获得形状复杂以及尺寸要求准确的锻件,而且所需加热的火次及变形工序也减少,因此不但提高了金属材料利用率,而且减少机械加工工时,大大提高劳动生产率。从锻件质量方面来说,在成型过程时由于模具的作用,金属变形受到限制,锻造出来的锻件组织致密,锻件质量相对较好,表面质量也较好,机加工余量也很小,材料的利用率大大提高,生产效率也比较高,而且能够锻造形状较复杂的锻件;而且还可以在小型设备上生产大型锻件,还可以做到局部成型。
镦粗工艺,在不锈钢锻件的自由锻生产中,镦粗是一个非常主要的变形工序。镦粗工艺参数的合理选择,对大锻件的质量起着决定性的作用。反复的镦拔不但可以提高坯料的锻造比,同时也可以破碎合金钢中的碳化物,达到均匀分布的目的;还可以提高锻件的横向力学性能,减小力学性能的异向性。
大型饼类锻件和宽板锻件都是以镦粗为主要变形,且镦粗的变形量很大,但是目前该类锻件的超声波探伤废品率很高,主要因为内部出现了横向内裂层缺陷,然而现行的工艺理论对此不能解释。
拔长是轴类不锈钢锻件锻造过程中必须的一道工序,也是影响锻件质量的主要工序,通过拔长工序使坯料截面积减小,长度增加,同时也起到打碎粗晶、锻合内部疏松与孔洞、细化铸态组织等作用,从而获得均质致密的高质量锻件。
不锈钢锻件坯料在加热过程中产生的内应力,按其形成的原因可分为热应力和组织应力。
热应力的生成原因及说明:坯料在加热过程中,由于表面温度高于中心温度而出现温差,引起外层和心部的膨胀不均匀,从而产生的内应力为热应力若热应力超过金属的抗拉强度,便会导致金属开裂。
热应力的大小与金属的性质、截面温差有关,而截面温差取决于金属的导温性、截面尺寸和加热速度若金属导温性差、截面尺寸大、加热速度快,则温差大,热应力也大。反之,热应力就小。要指出,钢料在室温至500℃-550℃范围内的弹性状
态时,开裂可能最大。
组织应力的生成原因及说明:具有相变的金属,在加热过程中,由于相变前后组织的比容发生变化,以及金属的表层与心部不同时发生相变,这样引起的内应力为组织应力。
组织应力在增大比容的转变区受压应力,减小比容的转变区受拉应力当组织应力过大时,与热应力叠加的结果可能导致金属破裂,因此,必须严格执行加热规范。
建站咨询热线
0350-6066666