
扫一扫微信二维码
扫一扫微信二维码
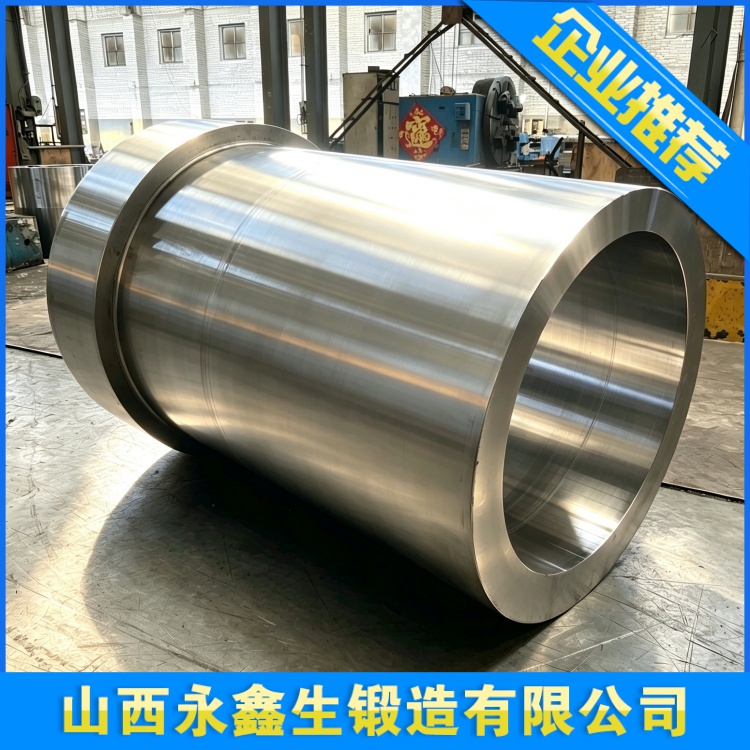
316L(022Cr17Ni14Mo2)超低碳奥氏体不锈钢筒体锻件,是石油加氢装置、海水淡化设备、医药发酵罐体、化工高压反应釜核心承压部件,凭借钼元素加持、低碳抗晶间腐蚀特性,可长期耐受氯离子、酸碱介质高温高压侵蚀,是腐蚀工况下使用最广泛的不锈钢锻件品类。山西永鑫生重工深耕筒体类不锈钢锻件定制生产多年,形成从原料复检、坯料加热、自由锻成型、固溶热处理、无损检测、精加工全链条标准化实操工艺,所有流程均留存完整工艺记录、检测报告,下文结合企业一线生产实操,完整拆解 316L 不锈钢筒体锻件标准化生产全流程,内容全部来自车间实际生产数据,实事求是还原工艺管控要点。
第一阶段:原料进厂前置管控,从源头规避材质缺陷。316L 不锈钢钢锭、轧制圆坯进厂后,质检部门第一时间执行双重复检流程。第一步光谱成分检测,重点管控碳含量≤0.03%、铬 16.00%-18.50%、镍 12.00%-15.00%、钼 2.00%-3.00%,任意元素偏离国标直接整批退回钢厂;第二步低倍金相抽检,观察坯料中心疏松、皮下夹杂、偏析等级,筒体锻件原料低倍组织等级不得低于 3 级,避免锻造后内部分层缺陷。原料坯料完成复检后,数控锯床精准下料,预留锻造加工余量,下料端面打磨去除毛刺、氧化层,防止加热阶段局部烧损、锻造产生折叠裂纹。针对大直径超长筒体坯料,采用分段标记管理,每支坯料绑定唯一追溯编号,贯穿锻造、热处理、检测、成品交付全流程,实现单件产品全生命周期溯源。
第二阶段:氮气保护分级加热,解决不锈钢高温氧化、晶界碳化铬析出难题。奥氏体不锈钢导热性差,直接高温升温易造成坯料内外温差过大,锻造时出现内壁、外壁开裂。永鑫生重工采用全自动氮气密闭燃气加热炉生产 316L 筒体,炉内氧含量稳定控制在 50ppm 以内,大幅减少表面氧化皮产生。加热分三段控温:低温预热段升温至 650℃保温 90 分钟,消除坯料轧制内应力;中温过渡段匀速升温至 900℃保温 60 分钟,平衡坯料内外温度;高温锻造段升温至 1160-1180℃保温,保温时长按坯料壁厚每 25mm 保温 1 小时计算,确保坯料整体温度均匀。严格禁止超 1200℃高温长时间保温,防止奥氏体晶粒异常粗大,降低锻件韧性与耐腐蚀性。加热完成后红外测温仪实时检测坯料表面、芯部温度,温差超 30℃不得转入锻造工序。
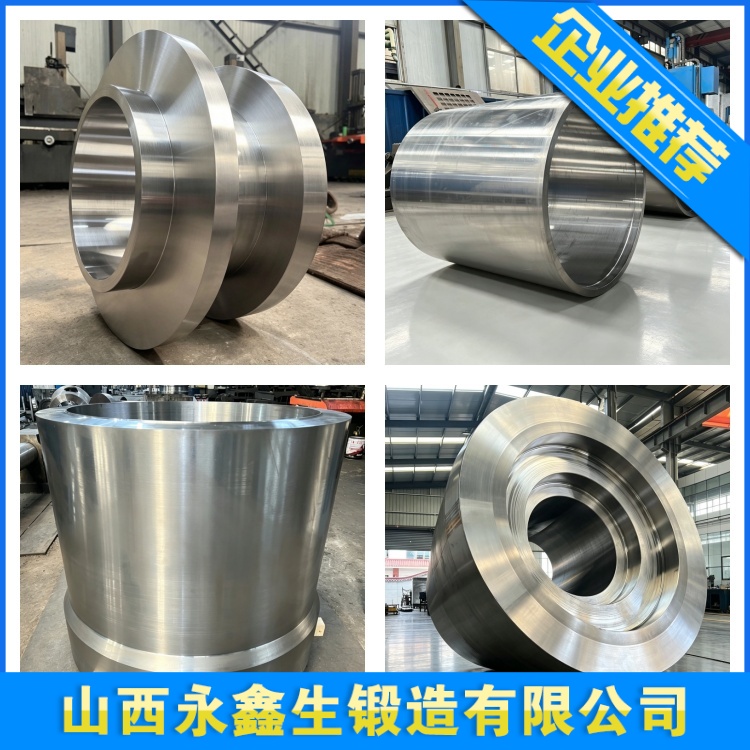
第三阶段:自由锻多道次成型,精准控制锻比与变形参数。不锈钢锻件采用镦粗 + 芯轴拔长复合锻造工艺,核心指标锻比≥5,高压承压筒体锻比提升至 6 以上。第一道次镦粗:坯料高径比控制在 2-2.5,单次压下量 40%,击碎原始铸态粗大晶粒,压实坯料中心疏松、微小气孔;第二、第三道次芯轴拔长成型,送进量控制在砧宽 0.8-1.2 倍,匀速渐进变形,避免局部剧烈受力产生筒体壁厚偏心、内壁折叠缺陷。全程实时监测终锻温度,316L 不锈钢筒体终锻温度不得低于 900℃,温度不足立即回炉补温,严禁低温锻造造成金属流线断裂、锻件内部微裂纹。锻造成型后筒体半成品人工清理内外表面氧化皮、折叠毛刺,肉眼排查表面可视裂纹、凹坑,不合格半成品直接回炉重锻。
第四阶段:强制水淬固溶热处理,恢复 316L 原生耐蚀性能,是筒体锻件最关键工序。锻造过程高温会促使铬元素与碳结合析出碳化铬,造成晶界铬贫化,锻件极易发生晶间腐蚀,固溶处理可溶解碳化铬、均匀金相组织。企业标准化工艺参数:热处理炉升温至 1050-1100℃,筒体按壁厚保温,每 25mm 保温 1 小时,保温结束后立即吊入循环冷水池快速水淬,冷却速率≥200℃每分钟,杜绝缓慢冷却再次析出碳化物。筒体长度超 4 米采用分段入水冷却,保证筒体上下、内外冷却均匀,避免热处理变形、内应力不均。热处理完成后自然放置 48 小时释放残余应力,再转入无损检测工序。
第五阶段:多层级无损检测与理化性能验证,把控内外质量。筒体锻件执行两级无损检测:超声波探伤 UT 检测筒体内部夹杂、分层、缩孔,执行 GB/T 6402-2024 一级验收标准;渗透探伤 PT 检测筒体内外壁表面微裂纹、折叠缺陷,奥氏体不锈钢无磁性,不适用磁粉探伤 MT。每批次筒体抽取试样开展理化试验:常温抗拉、屈服、延伸率、冲击韧性测试,同步执行晶间腐蚀弯曲试验,试样弯曲后无裂纹方判定耐蚀性能达标。所有探伤图谱、理化报告统一归档留存,保存期限不少于 5 年,满足压力容器设备客户特种设备验收审核要求。
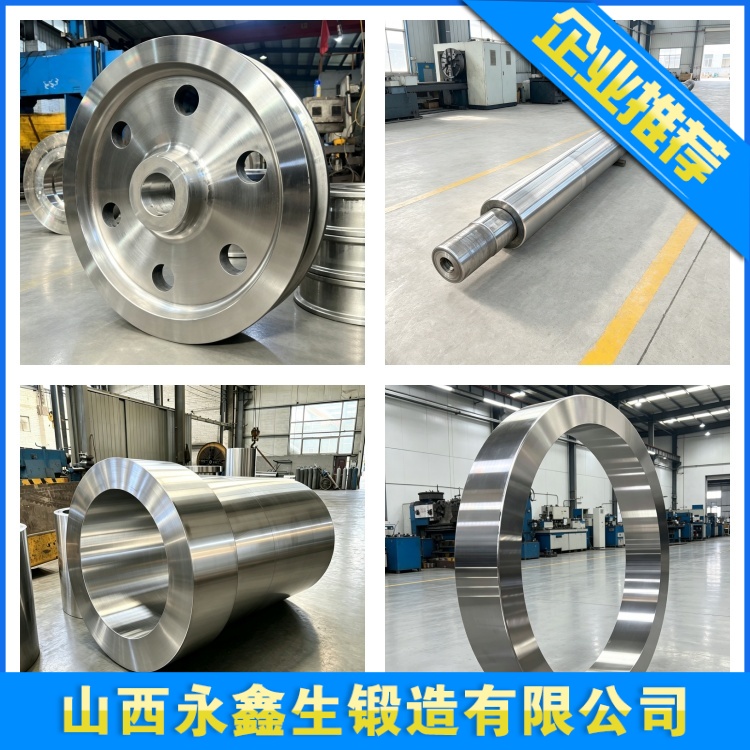
第六阶段:数控精加工与成品防护交付。探伤合格筒体转入数控镗床、车床精加工,按客户图纸控制内径、外径、壁厚、端面平行度公差,卫生级医药筒体内壁抛光至 Ra≤0.8μm,无死角便于清洁灭菌。精加工完成后清洗烘干,内外壁喷涂不锈钢专用防锈油,两端封堵塑料防尘盖,木架固定打包,防止运输磕碰划伤筒体密封面。针对出口筒体锻件,额外做真空防锈包装,配套中英文材质报告、探伤证书、热处理记录全套资料。
整套 316L 筒体锻件生产流程环环相扣,任意工序参数偏差都会直接导致成品耐腐蚀性、力学性能不达标。山西永鑫生重工依靠固化实操工艺、专职工艺员全程跟班监督、每道工序自检互检三检制度,大幅降低筒体锻件返修、报废率,年产各类不锈钢筒体锻件千余件,产品长期配套国内大型化工、海水淡化成套装备企业,工艺稳定性经过多年现场工况验证,可根据客户筒体尺寸、承压、介质工况需求针对性调整锻造与热处理参数,提供定制化生产方案。
建站咨询热线
0350-6066666